【CB450K0】
今回は旧車外装のレストアペイントです。
1960年代半ば、当時GPを制覇していたHONDAがアメリカ市場を狙ったマシンで
当時としては驚異のリッターあたり101馬力の2気筒DOHCエンジンを
搭載した凄いオートバイがこのCB450K0(Kゼロ)。
しかし当時のライバル、トライアンフやハーレーの大排気量エンジンがもたらす
優位性には一歩及ばず、その後HONDAはCB750FOURを世に送り出し、
きっちりリベンジを果たすホンダヒストリー。
今回はフルレストアになるようで、エンジンはレース経験豊かな内燃機関屋さん、
シートは当時オリジナルを張っていた業者さんなど、各パーツがそれぞの業者の
手により再生されて行く訳です。外装はウチが担当する事になりました。
それじゃイッキに行きますかぁ。
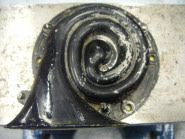
これが今回の対象パーツ達。
サイドカバーは輸出と国内、両方の仕様を楽しむ為にダークカラーとシルバー
それぞれ1セットつくります。画面右側のパーツは比較的状態が良いものの
年数が経っている為に当たり前の様にブリスターが発生してます。
今回は全てのパーツを板金/ブラストして下地を作り直して、
当時の純正塗装よりも質の高いペイントを行うのが自分の仕事です。
40年も昔の車両なので当然ですがパーツの状態は悪いです。
ピカピカへの道のりは長いっ!
裂けたスチールパーツはビビッとしてガリガリすれば大丈夫。
まずこの時点で確認できるダメージを修正していきます。
ブラスト~!ひたすら塗装を剥がせ。
表裏全てブラスト処理を終えたパーツ。
何の為にブラストしたのかを考えると当然、この状態のパーツを素手で
触る事はしません。ブラストが終わったら間髪入れずに下地塗料を塗装。
その後、乾燥室で十分に乾燥させます。
乾燥後さらに、ヘコミ/変形/錆による虫食い跡などに手を加えている所。
最終的な板金工程が終わったらもう一度下地塗料を塗ります。
下地塗料が十分に乾燥したら下地の仕上げ研磨にとりかかります。
塗装の質の大半はここに掛かっていると言っても過言ではありませんので、慎重かつ丁寧に行います。
全ての下地が終了して塗装作業に。
下地のチェックをしながら一つずつ脱脂していきます。
テカテカに塗りあがったら、またまた加熱乾燥。
仕上げのポリッシュ作業。
完了
濁りのない澄んだ紺色と派手さを抑えたシルバーで仕上げたパーツ達。
当時のラインナップには存在しない色ですが、オーナーの好みの色で仕上げるレストアもイイですよね。
すっごく似合いそうだし。
メッキパネルを着けると深みの有る紺色との相乗効果でより綺麗に見えます。
ちょっと休憩。。。
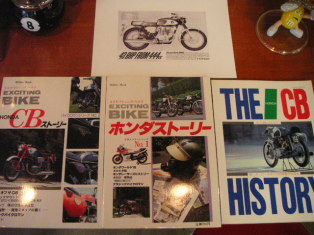
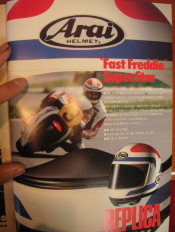
オーナーの方から資料用にお借りした本。この本自体も昔のものなのでCBX400Fや、
当時の最先端シェル?のフレディー仕様のヘルメットが広告に出てます。
VT250インテグラなんて懐かしすぎッ!(嬉)
当方の下地塗装は硬化剤比率の多い、高品質材料を使用してます
【塗料の硬化剤比率について】
当サイトでたびたび出てくる硬化剤比率とは?
下地塗装や上塗り塗料の(主剤)に入れる硬化剤の比率(量)の事で、一般的に硬化剤の比率が上がる程高品質な塗膜になります。
高品質の塗膜とは・耐候性・耐薬品性・耐擦傷性・耐溶剤性等のあらゆる耐性が高く、長い期間美しい塗装を維持してくれる塗膜の事です。
(例えば給油時にこぼれたガソリンで塗装が痛んだり艶がひけるのは、耐ガソリン性が低い為に起こります。)
また同じ2液ウレタン塗料と呼ばれる品でも硬化剤比率が10:1程度と4:1以上の材料があり、
この二つを比べると明らかに塗膜の質に差が生じます。
高比率の場合、乾燥後はシンナー等の溶剤による”モドリ”や”チヂレ”の軽減もしくは皆無な耐溶剤性。
硬い塗膜の為、洗車時等に付く擦り傷が入りにくなる耐擦傷性。
下地では吸い込み等も起こらないので、もともと入っている樹脂固形分の量や質が違うのだと思います。
品質を求めれば当然、高い硬化剤比率の材料になるのですが値段が高価で作業性が良くない!?
(塗装する環境整備や乾燥条件、硬い塗膜によるポリッシュ作業の長時間化とその他工程の長時間化等)ので、
量産性を求められる現場や”安い単価”の仕事をメインに行っている工場ではあまり使用されないようです。
ある程度溶剤が揮発してから加熱乾燥室に。